Normal operation and maintenance
1. Basic operation requirement
2.Defining proper roll-changing cycles
3.Grinding and polishing of rolls
4.Roll operation and maintenance procedures
1.Basic operation requirement
Rational operation and maintenance greatly extendsoperationlife of cold rolls.It's essential toimprove operation environment in order to improve service life of cold rolls.Thereforeit's imperative toadoptthe following measures in the operation processes ofrolls
·Set up a database for rolls. Please refer to the attachment"Roll database”for details(Reference)
A roll database helps to trace back operation and grinding histories of rolls effectivelvit serves as a convenientinstrument for an enterprise to analyze the most suitable roll-changing cycles or grinding amountand meanwhile it also facilitate accident analysis.
·Preheating is required before operation of rolls in order to
provide rolls with similar surface temperature whenin operation process.
Main preheating methods include:
1) Carry out overall heating of 60-80 0C by means ofheating in backing ovenoil pool orroom with steam pipeline system2) Pressed under rolling mill force of around 50 tons for 15-30 minutes under idle running
·The following is to be observed before putting any rolls into operation:
1)Avoid operation of rolls mixed with different manufacturers;
2) Difference of barrel hardness of the paired rolls of the same group not more than 3HSD.
·Essentials for the off-mill roll maintenance
1)After off-milledrolls should be placed for 24 hours before grinding;
2) After grinding process, rolls must be placed for another 24 hours before on-mill for operation;
3) Grinded rolls should go through eddy current and UT surface
wave inspection process for the purpose of soft points or cracks removal in order toensure that when the rolls are returned to rolling millthe potential risks to cause fatigue spalling are reduced to the lowest extent.
2 Defining of roll-change cycles
Modern rolling enterprises shall rationally arrange roll replacement cycles in line with the actual situation ofits rolling mill and structure of products.Basic principles on
roll-change cycles are indicated as following for reference.
·As a matter of workhardeningwhen surface hardness of workrolls or intermediate rolls increases by2-3HSDrolls need to be changed and grinded,whereas when surface hardness of backup rolls increases by 3-5HSD,rolls need to bereplaced for grindingTherefore,the maximum rolling capacity of mills is limited as per the above mentioned.
For the muiti-roller millbecause of the product quality requirements the work roller is generally 8h to replacefirst middle roller generally 2 days toreplacesecond intermediate roller generally 15 days to replace.
.The roll changing period can befigured out by means of referring to the capacity of enterprises with similar rollingmillstakinginto account an enterprise'sownactualsituation.
3.Grinding of rolls
During the rolling process,rolls will go through a process of flattening,restoring and re-flattingprocessAsconsequences of rolling processcertain changes will take place in rolls in terms of shape,roughnessresidual stress and hardnessUnder serious circumstancesslight surface crazing mayoccurtherefore grinding is required in order to remove the layer ofmetamorphic formation.
Essentials for grinding amount:
1)Thorough removal of defectssuch as surface cracks-bymeans of surface wave detection:
2)Thorough removal of defectssuch as soft points-by means of eddy current detection
3) Roll hardness after grinding restored to previous prior an-line value.
Key points for grinding:
1) The amount of grinding is not afixed valuewhich is tobe rationally defined subject to situation ofrolling mills as wellas rolling materials ;
2) During grinding process, pay attention to the inspection ofrolls in terms of diametershape.roundness and circular run-out;3)After grinding processcarry out surface wave andeddycurrent
inspection piece by piece in order to ensure the removal of any possible surface defects caused in the lastrollingcyclein particulartake caution again any possible surface scorching
Avoidance ofgrinding burns
Due to low tempering temperature of cold-rolling work roll with high hardnessgrinding burns are possible to occurbecause a massive heat is generatedwhich raise local temperature as high as 1000 ℃ and above.Improper grinding control may lead to grinding burnsresulting in changes of rolls in terms of structure hardness and residue stressoreven cracking in serious circumstances.
Normally grinding cracks occurs only at shallow surface at010-0.20mm .Howeversometimes it may reach a depth as deep as 1.0mm or aboveSince many grinding cracks areinvisible by naked eyesit is of high potential hazardous.
It is essential to properly choosegrinding processadjustgrinding depth,roll rotationgrinding wheel rotation in linewiththe situation of grinding rolls
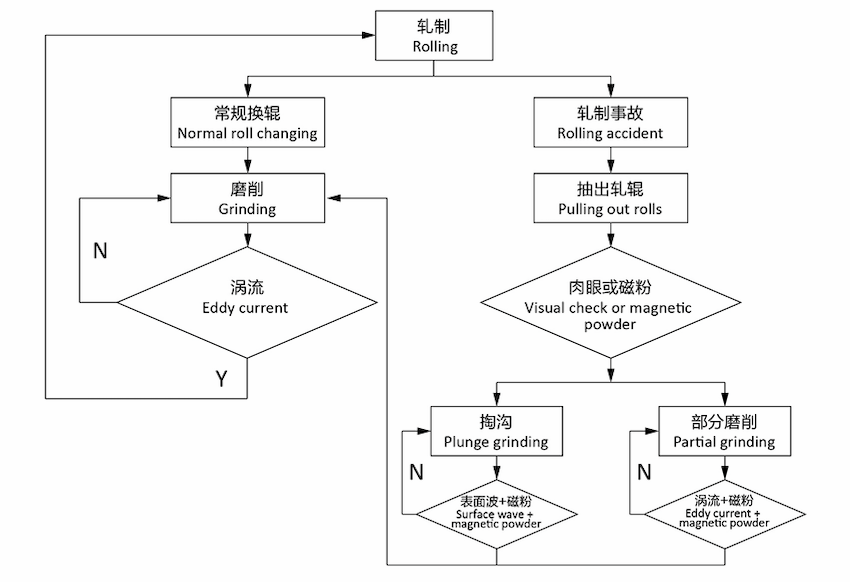
4.Procedures for roll operation and maintenance1)Maintenance procedures for work roll and intermediate rolls :
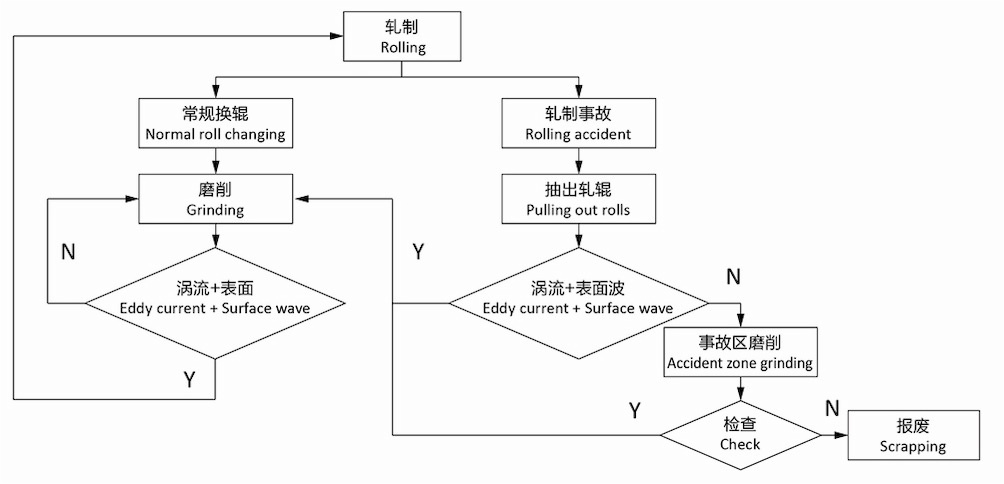
2)Maintenance procedures for back up rolls